

Hot-selling Gauge And Fixture - Welding Fixture For Cross Member WS Spring Link – TTM
Hot-selling Gauge And Fixture - Welding Fixture For Cross Member WS Spring Link – TTM Detail:
Application Fields
Automotive industry quality control
Automotive production line production capacity improve
Specification
|
Fixture Type: |
Arc Welding |
|
Size: |
1800x1300x900mm |
|
Weight: |
125KG |
|
Material: |
Main Construction: metal Support: metal |
|
Surface treatment: |
Base Plate: Electroplating Chromium and Black Anodized |
Product Details
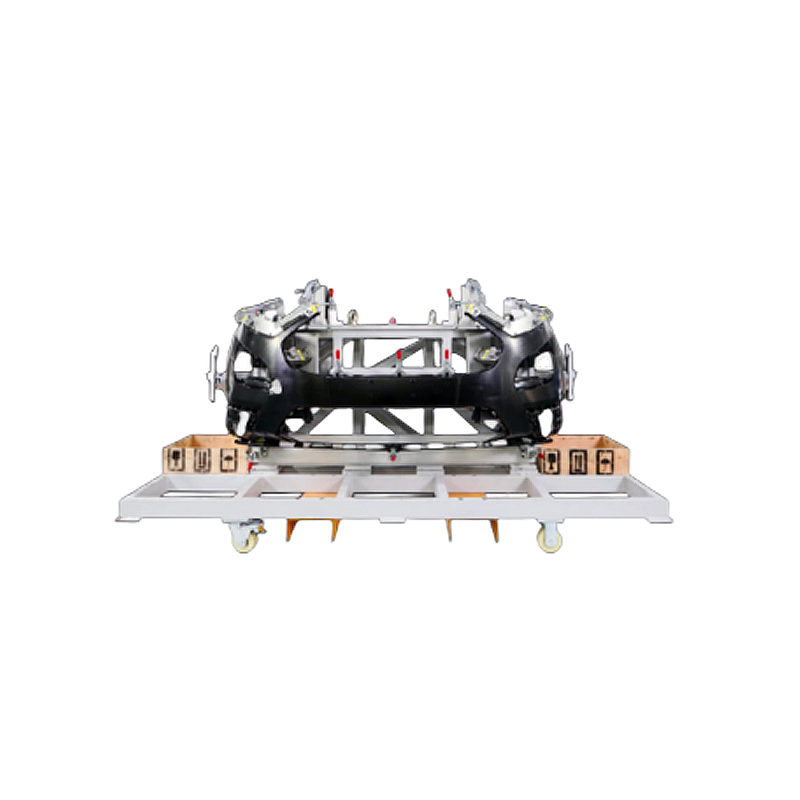
Detailed Introduction
This is a batch of welding fixture of WL Cross Member WS Spring Link , totally in 2 sets, we made for our Canada customer.The spring chuck shank is a cylindrical fixture installed in a milling machine to imprison a drill or a milling cutter. Insert the chuck into the lock nut and gently screw the lock nut with the spring chuck onto the shank, connector or spindle. Depending on the elasticity of elastic steel to tighten, loose clamp convenient, mostly used for clamping light, medium load cutting tools. It is often used for clamping cutting tools such as end mills, drill bits, taps, reamers and center drills. Change the clamping range by changing the different collects.When clamping, the thread part of the spring chuck, lock nut and positioning surface and cone surface should be cleaned. During the installation of the chuck and lock nut, the chuck and lock nut must be tilted to a certain Angle and then placed into the lock slot of the lock nut. Do not use the extended powerful wrench torque is too tight, to prevent the meteorite bad tool and fixture.
The Working Flow
1. Received the purchasing order -——-> 2. Design -——-> 3. Confirming the drawing/solutions -——-> 4. Prepare the materials -——-> 5. CNC -——-> 6. CMM -——-> 6. Assembling -——-> 7. CMM-> 8. Inspection -——-> 9. (3rd part inspection if need) -——-> 10. (internal/customer on site) -——-> 11. Packing(wooden box) -——-> 12. Delivery
Manufacturing Tolerance
1. The Flatness of Base Plate 0.05/1000
2. The Thickness of Base Plate ±0.05mm
3. The Location Datum ±0.02mm
4. The Surface ±0.1mm
5. The Checking Pins and Holes ±0.05mm
Process
CNC Machining(Milling/Turning), Grinding
Electroplating Chromium and Black Anodized Treatment
Design Hours(h):40h
Build Hours(h):150h
Quality Control
CMM (3D Coordinate Measuring Machine), Vms-2515G 2D Projector, HR-150 A Hardness Tester
Third Party Certification done by ShenZhen Silver Basis Testing Technology Co., Ltd , ISO17025 Certified
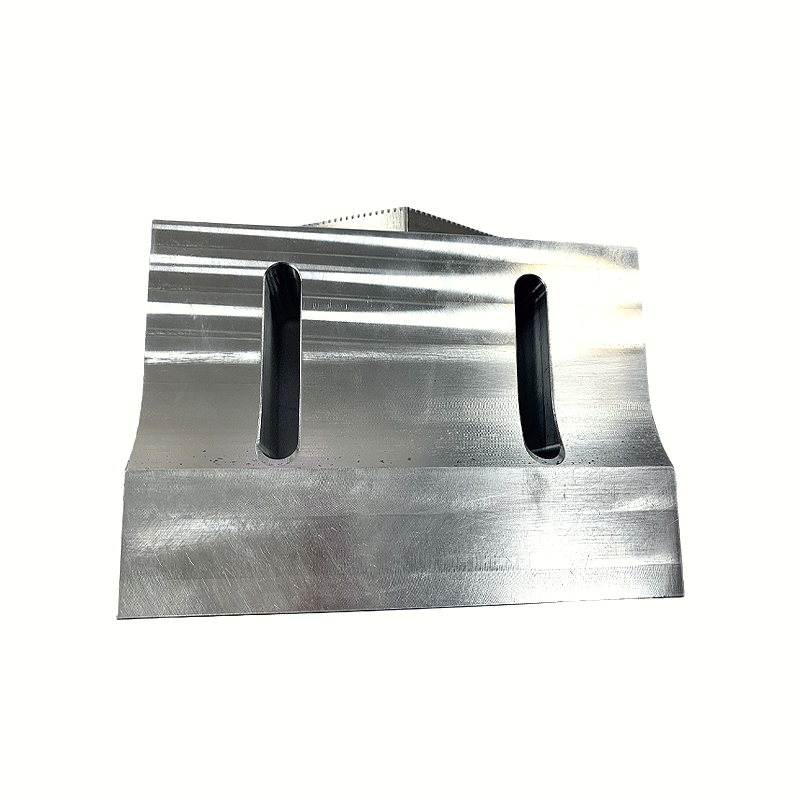
Product detail pictures:

Related Product Guide:
In the past few years, our business absorbed and digested advanced technologies both equally at home and abroad. In the meantime, our company staffs a group of experts devoted to your advancement of Hot-selling Gauge And Fixture - Welding Fixture For Cross Member WS Spring Link – TTM , The product will supply to all over the world, such as: Spain, Chicago, Brazil, With the goal of "zero defect". To care for the environment, and social returns, care employee social responsibility as own duty. We welcome friends from all over the world to visit and guide us so that we can achieve the win-win goal together.
In China, we have many partners, this company is the most satisfying to us, reliable quality and good credit, it is worth appreciation.


1.png)


.png)
.png)